
I posted requests for help understanding the images of the Roubo lathe on a couple of online woodworking forums and I found a wealth of information and advice. Some especially helpful information came from Don McConnell (of Old Street Tool, Inc.,) – the original text from Roubo describing the lathe! When I posted the request I hoped that someone would scan the book and post the images, but Don went above and beyond and typed out all +5,000 words and sent them to me. Anyone who has ever transcribed something in a non-familiar language knows what a gift that was.
I took the French text over to Google Translate (super powerful and free) to see if it would be possible to translate 18th century French into 21st century English with no real training in translation. What popped out was better than I expected, but certainly not clean or complete. Google did a good job (from what I can tell) with the “regular” words that are common to all forms of writing. The translator struggled with woodworking specific terms, so I went through each paragraph and did my best to “clean it up” while making minimal edits. I even made an effort to correct grammar without changing sentence structure. For the words that Google couldn’t translate I inferred definitions from the images, context clues, or other online sources, and the rest I guessed.
I expect Mr. Don Williams to include this section in his next Roubo translation. If so, it will be more readable and have fewer errors, but this version will hold me over until it is released. Watch Lost Art Press for updates.
If a picture is worth 1,000 words, how do you assign a value to 2 pictures with 5000 words? Oh, never mind the math. Here is my translation of Roubo’s words describing the lathe, turning tools, and turning techniques. Below my translation is the French version, as transcribed by Don McConnell. Thanks Don!
Bob Jones
The Art of the Cabinetmaker
Mr. Roubo, Master Carpenter.
Section III
Art of the MENUISIER (Translated as Carpenter throughout)
M. D C C. LXXIV.
Second section.
Basic Parts of the Art of the Turning necessary for Cabinet Makers.
Plate 309
The Art of Turning is all Arts for or incidental to the Art of the Carpenter, who seems to belong more closely to the latter, which it certainly was a part before it became large enough to be divided into several branches, which in the course of time, have become different Arts, the enjoyment of which is exclusively by means of the Masters, in fact, all ancient works of carpentry are adorned with parts made at the lathe, which surely were by the Joiners, or at least their high adhesion with carpentry, gives reason to believe so, or that the turners were themselves carpenters, which is the same thing.
Now ordinary Carpenters have more works by Turning, although they are entitled to do, at least the Masters and their son under them, or their Apprentice and there are only a few Carpenters, Cabinet Makers who use this right to turn their own parts of their works that need to be, which is much better than to have it done by an ordinary Turner, which somebody skilled he is, (if he is only turner itself) is hardly able to process Carpenter parts that need to be turned as well, that would be a carpenter who could turn, again, there is in cities like Paris, and some of our provinces, where there are exclusive Masters where Carpenters are not turners, and as this book is for all countries equally, it would be make it incomplete if I did do not cover at least the basics of the lathe (Tour a pointe), which strictly speaking, the Carpenters can do without, at least for ordinary works.
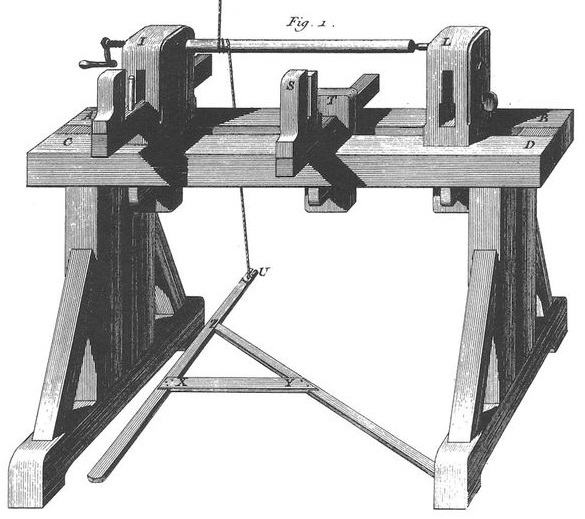
Figure 1 shows a lathe, which is composed of a bench and set of two puppets with their spikes [or points, or centers], two or three supports with their bars, a pole, a walk or pedal, and a rope by means of which one rotates the work, taken between the two points of the puppets.
The bench height 3 feet to 3 feet a quarter as 5-6 feet in length and is composed of two cheeks AB, CD, 4-inch squares, separated from one another to about 2 inches, and assembled at their ends by spacers that enter double tenons as their thickness, and we strongly dowel. Sometimes instead of putting these braces or spacers of wood in the end as shown in Figure 1, you put pieces of wood assembled with a key of twin wire, through which, and in the midst of their thickness, an iron bolt is passed, which retains very well the gap between the cheeks, and at the same time gives ease to disassemble or to straighten them, or for any other thing you would wish them to do.
The cheeks are supported by four feet with a thickness nearly equal to that of the last in the beneath which they are assembled double mortise and tenon as the thickness. When we want these assemblies to be very strong, you put the screw, the round and flat head embeded into the top of the cheeks with which they are exposed, the nut of the screw is placed in the inside of the foot , 3 or 4 inches from their arrasement, and we must be very careful snug, so he cannot make any movement [I think this is a form of a modern ‘knock-down bolt configuration to disassemble the lathe].
When you put the screw assemblies of the legs of lathe workbench, we should give them an inch of length at most, which is necessary to keep them in place where they do not need to be pegged.
The lower end of the legs of the workbench or the lathe bed, is assembled in pads E, F, fig. 2, with which they are flush, and the length is about 3 feet in order to give more wheelbase to the bench, and to receive buttresses G, H, who come to assemble, as well as in feet, tenon, mortise and embreuvement in order to oppose more resistance, and prevent the foot from the established not make any movement. See Fig. 7, which shows a buttress all disassembled with its pins and the two barbs, b, which is bankrupt indicated by dotted lines; and FIG. 8, which represents the shoe seen above with assemblies as buttresses that foot, pegs that, at least for the ordinary, for it is much better to put the screws on the bottom, which hold feet much more firmly than do pegs.
The lathe, as shown in the figure of this Plate is the average size, and you can turn on it all the big items of Carpentry by observing a strong mount against the wall, and even against the floor, or, rather, the ceiling of the workshop by means of one or more struts positioned various directions to avoid the lathe from trembling when it turns large items, for which the weight of the lathe does not provide enough resistance, which, however, is quite rare for ordinary carpentry works, which, for the most part, need less resistance than the weight of the lathe as I have shown here, which is why, in the case of small structures, use is made of lathes lighter than it, and whose top is wider as the behind to be able to place the work or tools [see bottom of the second plate]. These lathes can be positioned against the wall or against a window, or being isolated in the middle of the Workshop in the latter case, they must be closed to the perimeter, at least three sides, one of the closest cheeks to be always empty and without crossing the bottom, to give freedom to move walking.
The top of these kinds of lathes must always be very thick, so they do not tremble when working above, and their cheeks must always be 4 inches wide.
In general, the lathe must be very well right and planed so that the puppets are also accurate everywhere, and are always perpendicular, we must also take great care that the distance or groove that is between the two cheeks, well of equal width throughout the length of the lathe, so that the tail or tenons of the puppets have no more play in any location than at any other. The insides of cheeks that form the groove, must be perfectly square, and therefore perpendicular to the table top, to affect in any manner the passage of the tails [tenons] of the puppets, to become very fair in the groove but without much rubbing in order to make them come and go as we see fit.
Puppets I and L, Fig. 1 are pieces of wood 12 to 14 inches tall, taken from the top of the bench as 5-6 inches thick, and 7-8 wide at the lower end of which is a reserved tenon or tail passing between the cheeks, and penetrates below about 6 inches, to be able to make a mortise in which brought a cd wedge, Fig. 2, which stops the puppet on the cheeks at a spot such as deemed appropriate. See Fig. 3 and 4, which are the two puppets I, L, Fig. 1, viewed from the front, that is to say, as their thickness, with the mortises own placing wedges, in which the mortises back up against the underside of the cheeks, indicated by dotted lines, of about half inch, which is the pressure necessary to facilitate the wedge.
At the top of the puppets, Fig. 1, 3 and 4, and as close to their ends, are placed two steel pins, both finished conically as slightly rounded faces, one of these pins which is placed to the left, Fig. 3 is threaded along its entire length, and is finished off by an ef crank, by which is made to move it forward or backward as it is needed.
The other point, Fig. 4 is stopped permanently into the puppet, and to keep the latter its full strength, it replies the point bracket g h and h in i, where it passes through the puppet with which it stops with a nut, the end of the point i being threaded for this purpose. See Fig. 5, which shows the front view of point, and listed the same letters as in Fig. 4.
The points should not be placed directly in the middle of the width of the puppets, but on the contrary closer to the front as possible, so that in the case of a work of a small diameter, the tool bar support can be placed against the work piece.
Ordinary supports are composed of a rod MN, fig. 2, 2 inches thick, width of about 3 as at the end of which is connected, at right angles, amounting mantonnet or O, the height should be 5 to 6 inches. About one and a half inch away from the mantonnet O, is similarly assembled a pin P, a good inch in diameter, which serves to hold up the support bar QR, fig. 6, which must be made very true between the pin and the mantonnet, so that it makes no movement when working and we press the tool above.
These supports entering the puppets, approximately 3 inches above the arrasement thereof; and above the mortises; entering the supports in which notches are placed where the pins that hold the bar support in a way that the pins can approach the front of the puppets, which is sometimes necessary.
The supporting bar Q R, fig. 6 is a piece of oak or other wood strong and straight grained whose length must be equal to the bench, or at least outside of the puppets. As for the width of the bar, or, rather, its height, it must be arranged so that its upper end is a little lower than the center points of the puppets, for the reasons I say below , speaking of the way to turn. See Fig. 2, wherein the support bar is shown in section, and its rounded outer corner, which is necessary for us to tilt the tool outside as much as you see fit.
The supports depart from the of the puppets to the extent necessary for the diameter of the work piece that rotates, and it stops in place by means of a screw threaded in the cheek of the puppet, and that can be seen L, Fig. 1, and to those I and L, fig. 3 and 4.
When the puppets are spaced from each other as far as possible, (that is to say, the length the workbench can enable), and the concern that the supporting bar does not bend along its length, or for any reason, you do not want the bar to go from one puppet to another, it moves it by a support S, fig. 1, which is secured to the bed by means of a piece of wood T, which passes between the cheeks, under which he is arrested and locked like the puppets. This support S, differs from those placed in the puppet, in that its mantonnet and the pin are notched at one location to place the support bar; and must take great care that the top of the notch is perfectly level with the top of the rod of the other supports, as I have shown in this figure.
The support bar between, as I have said earlier, just between the mantonnet and pin supports, but it is good for strength, put screws in the thickness of mantonnets, which bring pressure to bear on the bar, and therefore prevent it from moving and to disturb his place. [These screws are not pictured, but may be like the screw through the support shown in Figure 3 of the second plate.]
The pole to which is attached the rope of the lathe must be a wood strong and pliable, such as Charm, Ash and Boxwood when it is not too knotty, the length of 7 to 8 feet , and from 2 to 2 and a half inches in diameter by larger end, which must be attached to the ceiling of the Workshop in a way that it can rotate easily, the other end of the pole should be a little glide in below until about a quarter of its length from the butt, because it is nearly at that distance that places the frame on which the pole gate. This chassis is nothing but a beam approximately 2 feet in length, assembled at both ends in two amounts 8 to 10 inches tall, strongly attached to the ceiling of the Workshop. The rope is attached to the small end of the pole, which must be placed in a way that when it is lowered half way when driven by the rope, the rope is perpendicular to the axis that rotates the item, and consequently with the points of the puppets, or at least a horizontal line drawn from one to the other.
The rope must be a line and a half to two lines in diameter [1/8 to 3/16 inches], and he must make it do two laps around the work, noting that the second is opposite in falling to attach the pedal to the point U, fig. 1, so that pressing the latter, it causes the string, and consequently the work, and forces him to turn to the meeting of the tool, which, by this means, it bites. See Fig. 1.
The rope must be placed to the left of the worker, at least that is the ordinary, although there are occasions when it is placed to the right, and that is why the boom rests on a chassis 2 feet wide [the one holding the pole to the celling], to have the freedom to place it to the right or left, depending on whether deemed appropriate.
The march or foot pedal is simple, that is to say, consisting of a single piece of wood 2 to 3 feet in length, or composed of several pieces, such as U, fig. 1, and which is disposed, because the rope passing through the bed behind and above the cheeks, as can be seen in this figure, and as shown in line lm, fig. 2, it is necessary that this pedal is very long, forcing to put a strut between XY, fig. 1, so that the Turner can also use the right foot and left foot, and simultaneously have another fulcrum Z, which slightly increases the power of the pressure, and therefore reduces the resistance that opposes the shock of the tool and the pole tends to straighten.
These kinds of marches have no advantage other than to navigate larger spaces of rope, which is necessary when you have a large diameter structures to rotate, which should, as far as possible that the section where the rope is placed is not too small a diameter, because the tool opposes much resistance; outside this case, it is better to pass the rope between the cheeks, as shown in ln line, fig. 2, because then the Turner can put his foot close to the rope, causing it to enjoy his full force, and much less fatigue when the march is extended to m, where it not enjoy half his force, which requires to increase support.
Plate 310
Lathes [benches for turning] as I have just to represent with her puppets and its supports, are specific for large works, and constructed the less expensive way possible, which is very essential for most Workmen, but if there is no heavy work to turn, and it is even very rare this is, especially for the cabinetmaking works which are in question here, you can make great lathes at least, as I said above, with puppets and supports less large like those shown in Fig. 1, 2 and 3. These puppets differ from those I mentioned above, not only in size but also in form, those I’m talking about being bought in width, close to the support bar as close to the work as is possible, or at least can afford the size of the points, after which always leave a flange that can resist a reasonable force.
The tail of these puppets extends down to nearly two-thirds of the thickness of cheeks, below which they are stopped by means of a AA screw, Fig 1 and 3, which are not directly placed on the cheeks, but a kind of plate, iron or copper BB, on which there is a protrusion from 5 to 6 lines of thickness [about ½ inch], and a width equal to the distance there was between the cheeks, so that the blacksmith saw the plate points turns with it. The screw nut A stands in the center of the tail or pin the puppet in his arrasement node, as shown in Fig. 1 and in FIG. 2, where instead the nut is missing [not drawn].
Supports C, D, of the puppets of which I speak, themselves made from iron or copper, take up less space in the puppets, where they stop with a set screw as usual.
As for the points, it takes all kinds, such as those shown in Fig. 9 and 10, for when the puppets are very small, and we fear that the points are placed too close to the edge of the puppets, causing them to split, you put in bent pins, as Figure 7 or Figure 8, which are equal. These points, and the other two [Fig 7-10] are drawn in to the sixth implementation, whereas in Figures 1, 2, 3, 4, 5 and 6 are in the twelfth, that is to say , inch for foot.
When there is need to turn a very long piece, for example, the foot of a bed from a column, the Turner removes one of the puppets from the lathe, and in alignment with the remaining one, the Turner puts in the wall of the Workshop (or when it is not possible to do so in a pole [such as a beam]) a point such as shown Fig. 6, we take away when you want, that is to say, when the work is finished.
Bar supports, represented in this Plate, do not differ from that which I have spoken above ‘it, except by taking the greatness of all its dimensions, however, noting that it is strong enough to withstand the shock of the tool.
The supports and bars which I have spoken, only serve to turn the piece of wood over, as shown in Fig. 30 [spindle turning], and when you want to turn the piece of wood across [faceplate turning], as in fig. 32, we use a support shown in Fig. 4 and 5, which is composed of two parts E, F, which separate when deemed appropriate, being held together by screws a, a, whose heads are T-shaped, are buried in the moving part of the support, which are practiced a face and a groove to give this piece freedom to move horizontally when fit to do so, which is necessary due to the different diameters of the parts that are turned, since the E above this piece is arranged sloping falling from right to left [looks left to right to me], to serve as a fulcrum for the Turner, and it always takes until the tool engages in very nearly in the horizontal diameter for this piece to turn, indicated by a dotted line that goes from the tip of the puppet in Fig. 1, to Fig. 6.
This piece F, the bottom of this support is very nearly prepared like a puppet, at least in its lower part, in which a wedge is passed to stop below the cheeks, or a screw, as the fig. 1 and 3. In front the support F, we have a face on which rests the plate E, or upper part of the support, in place of which you can put a bezel bc, which is nothing but a piece of wood, or some-times copper, pierced in the middle with a slightly tapered round hole to hold the piece that is passed through it. The bezels are used when, for whatever reason, one cannot make use of the two points of the puppets, such as, for example, in the case where a piece ought to be drilled by the tip of the lathe, in which case, I say, we place one end of this piece on the point of the puppet to the left, and the other in the bezel, whose diameter must be adjusted to that of this piece we want to pierce, or the end of the latter with the opening of the bezel as sometimes happens.
[Bezel = lunette. I think this is a block of wood with a hole that matches the diameter of the end of the work piece that needs to be drilled. This would capture the end of the work piece, but allow it to spin without wobbling so a hole could be drilled in the center of the end using the other puppet with a drill bit attached rather than a point.]
When turning to the work wood traverse [faceplate turning], as shown in Figures 11, 13 and 14, and most preferably 32, it is performed on tools named mandrels in which the points of puppets enter, and receive the rope of the lathe. The mandrels (which is the one I’m talking here) are of different shapes and sizes, because of the different kinds of works where they serve.
When, for example, the work is not of a large diameter, and it is not exposed to a lot of efforts by turning, one uses a mandrel as in Fig. 11, whose tip which should bear the work, is armed with three points of iron, such as f, g, h, Fig. 12, which is enough to hold the work in place. When the latter is a considerable diameter to fear that the tips of the mandrel are not sufficient, a screw mandrel is used, shown in Fig. 13, the screws GH passes through the work, and the is pierced by a conical hole at its end for receiving the point of the right puppet [H]. This screw is stopped in the mandrel by means of a pin, and there is a drilled a hole in the mandrel I, in which we is passed an iron pin, by means of which loosens the screw that holds the work on the mandrel, which makes even stronger, that it should always be working.
There are works that cannot be drilled at their center, like the one I just mentioned, and yet are of a very large diameter, such as, for example, round pillars on which decorates and the seats of cross, in which case it uses a mandrel Fig. 14, the screw is short, and is mounted on a wooden platter about an inch thick, like LM, on which is placed the work NO, that stop there with three or four nails short for the purpose, that they mark less, and there must be care when attaching the work on the platter that they be crossed, so that they are mutually supportive.
When the work is somewhat a result, it is also very well to report on a wedge of wood P, whose thickness is sufficient to accommodate the tip of the lathe, which then not mark the work as it rotates around when you do not take this precaution. FIG. 32, is shown mounted this way.
In case you do not wish to use the puppet on the right of the lathe, we might make a mandrel which pierces throughout the puppet on the left, and the other in a bezel so that any face of the work would be free, which would be very advantageous, and of the case I’m talking about, take the place of the lathe in the air, I do not speak here, because this detail belongs to the Art of Turning properly so called, the description given by Mr. Hulot, going to appear shortly, to which those who wish to make more extensive acquaintances of this beautiful art, may be used, confining myself here to give some of the most simple concepts , the knowledge of which are absolutely necessary for Carpenters.
Proper turning tools are after the Lathe (which is the largest of all), the Gouges, fig. 15 and 16; Chisels or [Skew Chisels?], sometimes named Plains, Fig. 17 and 18; diamond points, Fig. 19 and 20, the Chisels said, Scissors named plates, Fig. 21 and 22; Bedans, Fig. 23 and 24, the Gouges or flat plates[scrapers?], Fig. 25 and 26 and Hooks or Bedans-like Fig.27 in flat gouge as Fig. 28, or diamond point as Fig. 29.
These different kinds of tools can be reduced to five species, namely, hollow Gouges and [skew] Chisels, including a cutting edge which always has two bevels, is sometimes angled as in this figure, or not, as to say perpendicular to the sides of the tool, and these first two species are used to rotate the soft wood or turning with the grain [spindle]. The other three species are used only to hardwoods and traversing wood across [faceplate turning], and all have a single bevel, ie, actual Chisels and Bedans, Diamond points and Gouges the flat is that these tools are free of hooks.
All these tools are more or less alike. There is, for example, Bedans-from a line [1/8 inches] to a half inch in width, and thus other ones I presented here are the most common sizes, which is a foot.
All these tools can be sharpened on the [grinding] wheel [and] with stone sharpeners and oil, as appropriate to the shape of each of them, noting however that the tools on this plate are used from above [the work and], the friction with the work always be tending to fall [the sharp edge] back below.
[This looks like helpful insight on how the tools dull in use. I’m guessing that these single bevel tools are used “bevel down” (into the wood) and the wear bevel will form on the backside of the tool, or non-bevel side, which must be kept in mind during sharpening since the wear bevel must be completely removed during the sharpening process.]
There are two ways to turn, as I said above, namely, with the grain [spindle] and across [faceplate], in either case, you must start by roughing out the work as close as possible, after which it is placed on the lathe, having bent [or bowed] at first, when it is between the points, we check whether it was bent by turning a few rotations in order to know it is not more on one side than the other, then it is tightened down [between the] puppets they hold this piece strong, without, however, preventing the movement, then what we are beginning to turn, which is done in the following manner.
We start by laying the right or left foot on the pedal (which is equal, because there are turners who also serve one or the other) to get the piece moving and then, when there are softwoods that wants to turn with the grain [spindle], take the handle of the gouge in the right hand, which held inverted below, and the left hand grasps the gouge toward its end, and we heavily rely upon the support bar, watching the way that its tilted cutting edge takes a little over a horizontal line through the center of the piece, with the circumference of which must be within the cutting edge of the gouge to tangent, or at least very nearly. Thus walk the gouge throughout this piece until it is fully roughed in size, checking what size it is from time to time with the curved compass, Fig. 31, ie [outside] calipers, open to the size that this piece must become.
When the piece is thus outlined with the gouge, the chisel of which one takes the cutting edge is angled [skew chisel], FIG. 17, which held the same manner as the gouge, with the exception that must be addressed a little later i, Fig. 30 of the chisel, so it does not bite parallel with the axis of the piece, but angled to the axis of about 45 degrees, this inclination is necessary so that the wood does not flay during turning [infamous skew chisel catch], which inevitably would arrive if the cutting edge of the chisel was parallel to the axis of this piece, and therefore would bite in its entire width.
The chisel as well arranged are lead from right to left across the length of the piece, until you have reached all the features formed by the gouge, then ends the work with the right chisel or flat that one takes a little less inclined than the other, and it is good to dig a little to the width, so that it makes less waves on the surface of this piece that rotates.
The manner to hold and drive the gouge and chisel as I have just described, and I have shown in Fig. 30, is the most common, it is not that we cannot do the reverse, on the contrary, there are occasions when it is necessary to do it, so we change the method ie, that holds the handle of the tool of the left hand, and iron from the right, and work from left to right.
The gouge and [skew] chisel are enough to turn soft wood or turn with the grain [spindle] or work that is all plain or decorated with hollow or round moldings [beads or coves], in the first case only gouges are enough, and in the second the [skew] chisels, that must be very careful to always use the middle, at least as much as possible, and avoid hitting the angle [or point], which scratches the piece.
When turning hardwoods, such as Ebony, the Gayac and other tools are used which are held free in the direction of the axis of the piece that rotates; for these tools rather scrape the wood than cut it, requiring them to be a little thick, and have short bevels, according to very nearly the inclination of 45 degrees. We always begin the works which I speak with the gouge to rough, and then they are ended with chisels, bedans, and diamond points.
The structure of wood is worked across [or faceplate turning] as hardwoods which I have just mentioned, because the wood across in vain be tender, they cannot cut the hollow gouge and the [skew] chisel, as they have alternatively face grain and end grain, and between each other and that tend to dismiss or close the tool, forcing the latter to hold very firm on the support, and to take great care that it does not bite too, because then we cannot be the master, especially for works of a rather large diameter.
When the construction [spindle or faceplate], is entirely finished with the tool, it is polished with dog skin [I’m not sure if this is literal], and then with horsetail which passes over moving like when rotated, then what we are going on a little wax, and be wiped with a piece of cloth or chamois, and it still being rotating. The drives, instead of the waxing the wood, can be used olive oil, which extends with chamois or buff.
The lathe that I just described, can also turn by means of a wheel about 4-5 feet in diameter, which a man turns, which is very convenient, because not only is the Turner the less tired, but also because the work does more than turn a sense [continuous rotation], the action of the tool becomes continuous, which is very necessary for the works of a large diameter, that by this means, are better and more quickly made.
And the Original French
L’ART
DU
MENUISIER ÉBENISTE
Par M. Roubo fils, Maître Menuisier.
__________________________________________
IIIe. SECTION DE LA IIIe. PARTIE
DE L’ART DU MENUISIER
M. D C C. LXXIV.
Preface
What follows is a transcription, in French, of Jacques-André Roubo’s section on lathes and turning. I’ve tried to be careful, but some errors may have crept in. Especially, with regard to the medial, or long, S, when I wasn’t always certain whether the letter represented an s or an f.
Hopefully, however, it may prove useful to those seeking a better understanding of the two illustrated plates (Planches 309 and 310) related to the lathe, its accessories and turning tools. I’ve included those plates at the end of the text, though better images can be found online.
Don McConnell
November 29, 2013
Section Seconde.
Notions élémentaires de la partie de l’Art du Tour nécessaire aux Ebénistes.
[Planche 309.]
L’Art du Tour est, de tous les Arts relatifs ou accessoires à l’Art du Menuisier, celui qui semble appartenir de plus prés à ce dernier, dont il faisoit assûrément partie avant qu’il fût devenu assez considérable pour être divisé en plusieurs branches, qui, par la suite des temps, sont devenues des Arts différents, dont la jouissance est exclusive par le moyen des Maîtrises; en effet, tous les anciens ouvrages de Menuiserie sont ornés de parties faites au Tour, qui sûrement l’étoient par les Menuisiers, ou du moins leur grande adhérence avec la Menuiserie, donne lieu de le croire ainsi, ou bien que les Tourneurs étoient eux-mêmes Menuisiers, ce qui est la même chose.
Maintenant les Menuisiers ordinaires ne sont plus d’ouvrages de Tour, quoiqu’ils soient en droit d’en faire, du moins les Maîtres & leurs fils sous eux, ou un de leurs Apprentiss; il n’y a que quelques Menuisiers-Ebénistes qui se servent de ce droit pour tourner eux-mêmes les parties de leurs ouvrages qui ont besoin de l’être, ce qui est beaucoup mieux que de les faire faire par un Tourneur ordinaire, qui, quelqu’habile qu’il soit, (s’il n’est que Tourneur proprement dit) n’est guere en état de traiter aussi bien les parties de Menuiserie qui ont besoin d’être tournées, que le seroit un Menuisier qui sauroit tourner; de plus, il n’y a que dans les Villes comme Paris, & quelques-unes de nos Provinces, où il y a des Maîtrises exclusives où les Menuisiers ne sont pas Tourneurs; & comme cet Ouvrage est pour tous les Pays indifféremment, ce seroit le rendre incomplet, si je ne donnois au moins des notions élémentaires du Tour à pointe, dont à la rigueur, les Menuisiers peuvent se passer, du moins pour les ouvrages ordinaires.
La Figure 1 représente un Tour à pointe, lequel est composé d’un banc ou établi, de deux poupées avec leurs pointes, de deux ou trois supports avec leurs barres, d’une perche, d’une marche ou pédale, & d’une corde par le moyen de laquelle on fait tourner l’ouvrage, pris entre les deux pointes des poupées.
L’établi ou banc du Tour a de hauteur 3 pieds à 3 pieds un quart, fur 5 à 6 pieds de longueur; il est composé de deux jumelles AB, CD, de 4 pouces quarrés, distantes l’une de l’autre d’environ 2 pouces, & assemblées à leurs extrémités par des entre-toises qui y entrent à tenons doubles fur leur épaisseur, & qu’on cheville fortement. Quelquefois au lieu de mettre ces traverses ou entre-toises à bois de bout comme dans la figure 1, on y met des morceaux à bois de fil assemblés à clef avec les jumelles, au travers desquelles, & au milieu de leur épaisseur, on fait passer un boulon de fer à vis, lequel retient très-bien l’écart des jumelles, & en même temps donne la facilité de les démonter, soit pour les redresser, ou pour quelqu’autre chose qu’on voudroit y faire.
Les Jumelles sont portées par quatre pieds d’une grosseur à peu-près égale à celle de ces dernieres, dans le dessous desquelles on les assemble à tenons & mortaises doubles fur l’épaisseur. Quand on veut que ces assemblages soient très-solides, on y met des vis, dont la tête ronde & plate s’incruste dans le dessus des jumelles avec lequel elles affleurent; l’écrou de ces vis se place dans l’intérieur du pied, à 3 ou 4 pouces de leur arrasement; & on doit avoir grand soin qu’il soit bien ajusté, pour qu’il ne puisse faire aucun mouvement.
Quand on met des vis aux assemblages des pieds de l’établi du Tour, on ne doit donner à ces derniers qu’un pouce de longueur au plus, ce qui est nécessaire pour les retenir en place où ils n’ont pas besoin d’être chevillés.
L’extrémité inférieure des pieds de l’établi ou banc du Tour, est assemblé dans des patins E, F, fig. 2, avec lesquels ils affleurent, & dont la longueur est d’environ 3 pieds, afin de donner plus d’empattement au banc, & pour recevoir des arcs-boutants G, H, qui viennent s’y assembler, ainsi que dans les pieds, à tenon, à mortaise & en embreuvement, afin d’opposer plus de résistance, & d’empêcher que le pied de l’établi ne fasse aucun mouvement. Voyez la fig. 7, qui représente un arc-boutant tout désassemblé, avec ses tenons & les deux barbes a, b, dont faillie est indiquée par des lignes ponctuées; & la fig. 8, qui représente le patin vu en dessus avec les assemblages tant des arcs-boutants que des pieds, qu’on cheville avec les patins, du moins pour l’ordinaire; car il vaudroit beaucoup mieux y mettre des vis en dessous, lesquelles arrêteroient les pieds beaucoup plus solidement qu’on ne pourroit le faire avec des chevilles.
L’établi ou banc du Tour, tel qu’il est représenté dans la figure de cette Planche, est de la moyenne grosseur, & on peut tourner dessus tous les plus gros ouvrages de Menuiserie, en observant de l’arrêter fortemont contre la muraille, & même contre le plancher, ou, pour mieux dire, le plafond de l’Attelier, par le moyen d’un ou plusieurs étrésillons ou goberges placés de divers sens, pour éviter que l’établi ne tremble lorsqu’on y tourne de gros ouvrages, à l’effort desquels le poids de l’établi n’apporte pas assez de résistance; ce qui, cependant, est assez rare pour les ouvrages de Menuiserie ordinaires, qui ont, pour la plupart, besoin de moins de résistance que n’en oppose le poids de l’établi tel que je l’ai représenté ici; c’est pourquoi, dans le cas de petits ouvrages, on fait usage d’établis moins lourds que celui-ci, & dont le dessus est plus large fur le derriere, afin de pouvoir y placer l’ouvrage ou les outils. Ces fortes d’établis peuvent être placés contre le mur ou vis-à-vis d’une croisée, ou bien être isolés dans le milieu de l’Attelier; dans ce dernier cas, il faut qu’ils soient fermés au pourtour, du moins de trois côtés, celui de la jumelle la plus étroite devant être toujours vuide & sans traverse par le bas, pour donner la liberté de faire mouvoir la marche.
Le dessus de ces sortes d’établis doit toujours être très-épais, pour qu’ils ne tremblent pas lorsqu’on travaille dessus, & leurs jumelles de devant avoir toujours 4 pouces de largeur.
En général, le dessus des établis de Tour doit être très-droit & bien dégauchi, afin que les poupées portent également par-tout, & soient toujours bien perpendiculaires; il faut aussi avoir grand soin que la distance ou rainure qui est entre les deux jumelles, soit bien égale de largeur dans toute la longueur de l’établi, pour que les queues ou tenons des poupées n’ayent pas plus de jeu dans un endroit qu’à l’autre. Les faces intérieures des jumelles qui forment cette rainure, doivent être parfaitement d’équerre, & par conséquent perpendiculaires au dessus de la table, pour ne nuire en aucune maniere au passage des queues des poupées, qui doivent entrer très-juste dans la rainure, sans cependant frotter beaucoup, afin de pouvoir les faire aller & venir comme on le juge à propos.
Les poupées I & L, fig. 1, sont des pieces de bois de 12 à 14 pouces de hauteur, prises du dessus de l’établi, fur 5 à 6 pouces d’épaisseur, & 7 à 8 de largeur, à l’extrémité inférieure desquelles est réservé un tenon ou queue qui passe entre les deux jumelles, & les défaffleure en dessous d’environ 6 pouces, pour pouvoir y faire une mortaise dans laquelle on fait entrer un coin c d, fig. 2, qui arrête la poupée sur les jumelles à telle place qu’on le juge à propos. Voyez les fig. 3 & 4, qui représentent les deux poupées I, L, fig. 1, vues de face, c’est-à-dire, fur leur épaisseur, avec les mortaises propres à placer les coins, lesquelles mortaises remontent en contre-haut du dessous des jumelles, indiquées par des lignes ponctuées, d’environ un demi-pouce, ce qui est nécessaire pour faciliter la pression du coin.
Au haut des poupées, fig. 1, 3 & 4, & le plus près possible de leur extrémité, sont placées deux pointes d’acier, terminées toutes deux en forme de cône un peu bombé fur ses faces; une de ces pointes qui est placée à gauche, fig. 3, est taraudée dans toute sa longueur, & est terminée en dehors par une manivelle e f, au moyen de laquelle on la fait mouvoir pour l’avancer ou la reculer selon qu’il est besoin.
L’autre pointe, fig. 4, est arrêtée à demeure dans la poupée; & pour conserver à cette derniere toute sa solidité, on reploie la point en équerre de g en h, & de h en i, où elle traverse la poupée avec laquelle on l’arrête avec un écrou, le bout i de la pointe étant taraudé à cet effet. Voyez la fig. 5, qui représente cette pointe vue de face, & cotée des mêmes lettres que la fig. 4.
Les pointes ne doivent pas être placées directement au milieu de la largeur des poupées, mais au contraire le plus près du devant qu’il est possible, afin que dans le cas d’un ouvrage d’un petit diametre, la barre qui supporte l’outil approche contre l’ouvrage.
Les supports ordinaires sont composés d’une tige M N, fig. 2, de 2 pouces d’épaisseur, fur environ 3 de largeur, à l’extrémité de laquelle est assemblé, en retour d’équerre, un montant ou mantonnet O, dont la hauteur doit être de 5 à 6 pouces. A environ un pouce & demi de distance du mantonnet O, est pareillement assemblée une cheville P, d’un bon pouce de diametre, laquelle sert à retenir en place la barre de support Q R, fig. 6, laquelle doit être prise très-juste entre la cheville & le montant, afin qu’elle ne fasse aucun mouvement lorsqu’on travaille & qu’on appuie l’outil dessus.
Ces supports entrent tout en vie dans les poupées, à environ 3 pouces au-dessus de l’arrasement de ces dernieres; & on pratique au-dessus des mortaises; dans lesquelles entrent les supports des entailles où se placent les chevilles qui retiennent la barre de support, de maniere que cette derniere peut approcher jusqu’au devant des poupées, ce qui est quelquefois nécessaire.
La barre de support Q R, fig. 6, est une piece de bois de chêne, ou de tout autre bois ferme & de fil, dont la longueur doit être égale à celle du banc, ou du moins au dehors des poupées. Quant à la largeur de la barre, ou, pour mieux dire, de sa hauteur, elle doit être disposée de maniere que son extrémité supérieure soit un peu plus basse que le centre des pointes des poupées, pour les raisons que je dirai ci-après, en parlant de la maniere de tourner. Voyez la fig. 2, où la barre de support est représentée en coupe, & son angle extérieur arrondi, ce qui est nécessaire pour qu’on puisse incliner l’outil en dehors autant qu’on le juge à propos.
Les supports s’écartent du devant des poupées autant que l’exige le diametre de la piece qu’on tourne, & on les arrête en place par le moyen d’une vis de pression taraudée dans la joue de la poupée, ainsi qu’on peut le voir à celle L, fig. 1, & à celles I & L, fig. 3 & 4.
Quand les poupées sont écartées l’une de l’autre autant qu’il est possible, (c’est-à-dire, que la longueur de l’établi peut le permettre), & qu’on craint que la barre de support ne ploie sur sa longueur, ou que, pour quelque raison, on ne veut pas que cette barre aille d’une poupée à l’autre, on la fait porter par un support S, fig. 1, lequel est assujetti sur le banc par le moyen d’un morceau de bois T, qui passe entre les deux jumelles, en dessous desquelles il est arrêté à clef, ainsi que les poupées. Ce support S, differe de ceux placés dans les poupées, en ce que son montant & la cheville de devant sont d’une seule piece entaillée pour placer la barre de support; & on doit avoir grand soin que le dessus de cette entaille soit parfaitement de niveau avec le dessus de la tige de l’autre support, ainsi que je l’ai observé dans cette figure.
La barre de support entre, ainsi que je l’ai dit plus haut, juste entre le mantonnet & la cheville des supports; cependant il est bon, pour plus de solidité, de mettre des vis dans l’épaisseur des mantonnets, lesquelles fassent pression sur la barre, & par conséquent l’empêchent de se mouvoir & de se déranger de sa place.
La perche à laquelle est attachée la corde du Tour, doit être d’un bois ferme & liant, comme le Charme, le Frêne & même le Buis, lorsqu’il n’est pas trop noueux, de la longueur de 7 à 8 pieds, & de 2 à 2 pouces & demi de diametre par son plus gros bout, lequel doit être attaché au plafond de l’Attelier, de maniere qu’elle puisse tourner aisément; l’autre bout de la perche doit être un peu plané en dessous jusqu’à environ le quart de sa longueur, à compter du gros bout, parce que c’est à peu-près à cette distance qu’on place le chassis sur lequel la perche porte. Ce chassis n’est autre chose qu’une traverse d’environ 2 pieds de longueur, assemblée par ses deux extrémités dans deux montants de 8 à 10 pouces de haut, fortement attachés au plafond de l’Attelier. La corde s’attache au petit bout de la perche, laquelle doit être placée de maniere que quand elle est abaissée à la moitié du chemin qu’elle doit faire lorsqu’elle est entraînée par la corde, cette derniere se trouve perpendiculaire à l’axe de l’ouvrage qu’on tourne, & par conséquent avec les pointes des poupées, ou du moins à une ligne horisontale menée de l’une à l’autre.
La corde doit avoir une ligne & demie à 2 lignes de diametre; & il faut lui faire faire deux tours sur l’ouvrage, en observant que le second se trouve en face en retombant, pour joindre la pédale au point U, fig. 1, afin qu’en appuyant sur cette derniere, elle entraîne la corde, & par conséquent l’ouvrage, & l’oblige à tourner à la rencontre de l’outil, qui, par ce moyen, mord dessus. Voyez la fig. 1.
La corde doit être placée à la gauche de l’Ouvrier, du moins c’est l’ordinaire, quoiqu’il y ait des occasions où on la place à droite; & c’est pour cela que la perche pose sur un chassis de 2 pieds de largeur, afin d’avoir la liberté de la placer à droite ou à gauche, selon qu’on le juge à propos.
La marche ou pédale est simple, c’est-à-dire, composée d’un seul morceau de bois de 2 à 3 pieds de longueur, ou composée de plusieurs morceaux, comme celle U, fig. 1, laquelle est ainsi disposée, parce que la corde passant par derriere le banc & au-dessus des jumelles, comme on peut le voir dans cette figure, & que l’indique la ligne l m, fig. 2, il faut que cette pédale soit très-longue, ce qui oblige à y mettre une entre-toise X Y, fig. 1, afin que le Tourneur puisse également se servir du pied droit & du pied gauche, & avoir en même temps un autre point d’appui en Z, qui augmente un peu la puissance de la pression, & diminue par conséquent de la résistance qu’oppose le choc de l’outil & la perche qui tend à se redresser.
Ces sortes de marches n’ont d’autre avantage que de faire parcourir de plus grands espaces à la corde, ce qui est nécessaire quand on a des ouvrages d’un gros diametre à tourner, où il faut, autant qu’il est possible, que la partie où est placée la corde ne soit pas d’un trop petit diametre, parce que l’outil opposeroit trop de résistance; hors ce cas, il vaut mieux faire passer la corde entre les deux jumelles, comme l’indique la ligne l n, fig. 2, parce qu’alors le Tourneur peut poser son pied tout proche de la corde, ce qui le fait jouir de toute sa force, & le fatigue beaucoup moins que quand la branche de la marche est prolongée jusqu’en m, où il ne jouit pas de la moitié de sa force, ce qui l’oblige d’appuyer davantage.
[Planche 310.]
Le banc du Tour, ainsi que je viens de la représenter avec ses poupées & ses supports, est propre pour les gros ouvrages, & construit de la maniere la moins coûteuse possible, ce qui est très-essentiel pour la plupart des Ouvriers; cependant comme on n’a pas toujours de gros ouvrages à tourner, & qu’il est même très-rare que cela soit, sur-tout pour les ouvrages d’Ebénisterie dont il est ici question, on peut faire des bancs de Tour moins grands, comme je l’ai dit plus haut, avec des poupées & des supports aussi moins gros, ainsi que celles représentées fig. 1, 2 & 3. Ces poupées différent de celles don’t j’ai parlé ci-dessus, non-seulement par la grosseur, mais encore par la forme, celles dont je parle ici étant ravalées sur leur largeur, pour faire approcher la barre de support aussi proche de l’ouvrage qu’il est possible, ou du moins que peut le permettre la grosseur des pointes, d’après lesquelles il faut toujours laisser une joue d’une force raisonnable.
La queue de ces poupées ne descend qu’à-peu-près aux deux tiers de l’épaisseur des jumelles, en dessous desquelles on les arrête par le moyen d’une vis A A, fig. 1 & 3, qui ne pose pas directement sur les jumelles, mais sur une espece de platine de fer ou de cuivre B B, sur laquelle on observe un saillie de 5 à 6 lignes d’épaisseur, & d’une largeur égale à la distance qu’il y a entre les deux jumelles, afin qu’en ferrant la vis cette platine ne tourne point avec elle. L’écrou de la vis A se place au milieu de la queue ou tenon de la poupée, au nud de son arrasement, comme on peut le voir à la fig. 1 & à la fig. 2, où la place de l’écrou est vuide.
Les supports C, D, des poupées dont je parle, se sont en fer ou en cuivre, afin de tenir moins de place dans les poupées, où on les arrête avec des vis de pression à l’ordinaire.
Quant aux pointes, on les fait toutes droites, comme celles représentées fig. 9 & 10; ou bien quand les poupées sont très-petites, & qu’on craint que les pointes étant placées trop près du bord des poupées, ne les fassent fendre, on y met des pointes coudées, comme la figure 7 ou la figure 8, ce qui est égal. Ces pointes, ainsi que les deux autres, sont dessinées au sixieme de l’exécution; au lieu que les figures 1, 2, 3, 4, 5 & 6, ne le sont qu’au douzieme, c’est-à-dire, au pouce pour pied.
Quand un tourne des pieces très-longues comme, par exemple, des pieds de lits à colonnes, on supprime une des poupées du Tour; & à l’alignement de celle qui reste, on pose dans le mur de l’Attelier (ou, quand il n’est pas possible de le faire, dans un poteau postiche,) une pointe comme celle représentée fig. 6, qu’on ôte quand on veut, c’est-à-dire, quand l’ouvrage est fini.
La barre des supports, représentée dans cette Planche, ne differe de celle dont j’ai parlé ci’dessus, que par la grandeur prise sur toutes ses dimensions, en observant cependant qu’elle soit assez forte pour résister au choc de l’outil.
Les supports & les barres dont je viens de parler, ne servent que pour tourner l’ouvrage à bois de fil, comme le représente la fig. 30; & lorsqu’on veut tourner l’ouvrage à bois de travers, comme à la fig. 32, on se sert d’un support représenté fig. 4 & 5, lequel est composé de deux parties E, F, qu’on sépare lorsqu’on le juge à propos, n’étant retenues ensemble que par des vis a, a, dont la tête faite en forme de T, est enterrée dans la piece mobile du support, où sont pratiqués un ravalement & une rainure, pour laisser à cette piece la liberté de se mouvoir horisontalement quand on juge à propos de la faire, ce qui est nécessaire en raison des différents diametres des pieces qu’on tourne, vu que le dessus de la piece E est disposé en pente en relevant de droite à gauche, pour servir de point d’appui au Tourneur, & qu’il faut toujours que l’outil prenne, à peu de chose près, dans le diametre horisontal de la piece à tourner, indiquée par une ligne ponctuée qui passe de la pointe de la poupée fig. 1, a celle fig. 6.
La piece F, du dessous de ce support, est à peu-près disposée comme une poupée, du moins dans sa partie inférieure, dans laquelle on fait passer une clef pour l’arrêter en dessous des jumelles, ou bien une vis, comme aux fig. 1 & 3. Au-devant du support F, on fait un ravalement sur lequel vient s’appuyer la planche E, ou partie supérieure du support, à la place de laquelle on peut mettre une lunette bc de, qui n’est autre chose qu’un morceau de bois, ou quelque-fois de cuivre, percé au milieu d’un trou rond un peu évasé, pour retenir la piece qu’on fait passer dedans. Les lunettes servent quand, par quelque raison, on ne peut pas faire usage des deux pointes du Tour, comme, par exemple, dans le cas où une piece devroit être percée au Tour par le bout; dans ce cas, dis-je, on place un des bouts de cette piece sur la pointe de la poupée à gauche, & l’autre dans la lunette, dont le diametre doit être ajusté avec celui de la piece qu’on veut percer, ou l’extrémité de cette derniere avec l’ouverture de la lunette, comme cela arrive quelquefois.
Quand on tourne l’ouvrage à bois de travers, comme le représentent les figures 11, 13 & 14, & encore mieux celle 32, on le place sur des outils nommés mandrins, dans lesquels entrent les pointes des poupées, & qui reçoivent la corde du Tour.
Les mandrins propres au Tour à pointe, (qui est celui dont je parle ici) sont de différentes formes & grosseurs, en raison des différentes sortes d’ouvrages où ils servent.
Quand, par exemple, l’ouvrage n’est pas d’un grand diametre, & qu’il n’est pas exposé à beaucoup d’efforts en le tournant, on se sert d’un mandrin fig. 11, dont le bout qui doit porter l’ouvrage, est armé de trois pointes de fer, comme celles f, g, h, fig. 12, lesquelles suffisent à retenir l’ouvrage en place. Quand ce dernier est d’un diametre assez considérable pour faire craindre que les pointes du mandrin ne soient pas suffisantes, on se sert d’un mandrin à vis, représenté fig. 13, dont la vis G H passe au travers de l’ouvrage, & est percée d’un trou conique à son extrémité, pour recevoir la poupée à droite du Tour; cette vis est arrêtée dans le mandrin par le moyen d’une goupille, & on perce dans le mandrin un trou I, dans lequel on fait passer une broche de fer, par le moyen de laquelle on desserre la vis qui tient l’ouvrage sur le mandrin, laquelle tient d’autant plus fort, qu’elle se ferre toujours en travaillant.
Il y a des ouvrages qui ne peuvent être percés à leur centre, comme celui dont je viens de parler, & qui cependant sont d’un très-grand diametre, comme, par exemple, des ronds dont on orne les pilastres & les banquettes des croisées; dans ce cas on se sert d’un mandrin fig. 14, dont la vis est courte, & se monte sur un plateau de bois d’environ un pouce d’épaisseur, comme celui L M, sur lequel on place l’ouvrage N O, qu’on y arrête avec trois ou quatre clous déliés & fins, pour qu’ils marquent moins; & on doit avoir attention en attachant l’ouvrage sur le plateau, que leurs fils soient croisés, afin qu’ils se soutiennent mutuellement.
Quand l’ouvrage est d’une certaine conséquence, on fait aussi très-bien de rapporter dessus une calle de bois P, dont l’épaisseur soit suffisante pour recevoir la pointe du Tour, qui alors ne marque point l’ouvrage, comme il arrive à tous les ronds où on ne prend pas cette précaution. Voy. la fig. 32, où est représentée une piece montée de cette maniere.
Dans le cas où on ne voudroit pas se servir de la poupée de la droite du Tour, on pourroit faire un mandrin qui se plaçât d’un bout sur la poupée à gauche, & de l’autre dans une lunette, de maniere que toute la face de l’ouvrage seroit libre, ce qui seroit très-avantageux, & pourroit, dans le cas dont je parle, tenir lieu de Tour en l’air, dont je ne parlerai pas ici, vu que ce détail appartient à l’Art du Tour proprement dit, dont la description, faite par M. Hulot, va paroître incessamment, à laquelle ceux qui voudront prendre des connoissances plus étendues de ce bel Art, pourront avoir recours, me bornant ici à en donner quelques notions les plus simples, dont la connoissance est absolument nécessaire aux Menuisiers, de quelqu’espece qu’ils soient.
Les outils propres à tourner, sont, après le Tour (qui est le principal de tous), les Gouges, fig. 15 & 16; les Fermoirs ou Ciseaux, quelquefois nommés Plaines, fig. 17 & 18; les grains-d’orge, fig. 19 & 20; les Ciseaux proprements dits, nommés Ciseaux à planches, fig. 21 & 22; les Becs-d’âne, fig. 23 & 24; les Gouges plates ou à planches, fig. 25 & 26, & les Crochets, soit en bec-d’âne comme la fig. 27, en gouge plate comme la fig. 28, ou en grain d’orge comme la fig. 29.
Ces différentes sortes d’outils peuvent se réduire à cinq especes; savoir, les Gouges creuses & les Fermoirs, dont le taillant qui est toujours à deux biseaux, est quelquefois incliné comme dans cette figure, ou bien droit, c’est-à-dire, perpendiculaire avec les côtés de l’outil; ces deux premieres especes servent à tourner les bois tendres à bois de fil. Les trois autres especes ne servent qu’aux bois durs & aux bois de travers, & sont tous à un seul biseau; savoir, les Ciseaux proprement dits & les Becs-d’âne, les Grains-d’orge & les Gouges plates, soit que ces derniers outils soient droits ou à crochets.
Tous ces différents outils sont plus ou moins grands. Il y a, par exemple, des Becs-d’âne depuis une ligne jusqu’à un demi-pouce de largeur, & ainsi des autres, ceux que j’ai représentés ici étant de la grandeur la plus ordinaire, qui est un pied de fer.
Tous ces différents outils s’affutent sur la meule avec les affiloirs & la pierre à l’huile, selon qu’il convient à la forme de chacun d’eux, en observant cependant que les outils à planche ayent le fil en dessus, le frottement de l’ouvrage tendant toujours à le rabattre en dessous.
Il y a deux manieres de tourner, comme je l’ai dit plus haut; savoir, à bois de fil & à bois de travers; dans l’un ou l’autre cas, il faut d’abord commencer par ébaucher l’ouvrage le plus près possible; ensuite de quoi on le place sur le Tour, après l’avoir cintré d’abord; quand il est entre les pointes, on vérifie s’il est bien cintré en le faisant tourner quelques tours, pour connoître s’il n’est pas plus d’un côté que d’un autre; ensuite de quoi on serre & arrête les poupées de maniere qu’elles tiennent la piece ferme, sans cependant en empêcher le mouvement; ensuite de quoi on commence à tourner, ce qui se fait de la maniere suivante.
On commence par poser le pied droit ou le gauche sur la pédale, (ce qui est égal, car il y a des Tourneurs qui se servent également de l’un ou de l’autre) pour mettre la piece en mouvement; puis, quand ce sont des bois tendres qu’on veut tourner à bois de fil, on prend le manche de la gouge de la main droite, qu’on tient renversée en dessous, & de la main gauche on saisit la gouge vers son extrémité, & on l’appuie fortement sur la barre du support, en observant de l’incliner de maniere que son taillant prenne un peu au-dessus d’une ligne horisontale passant au centre de la piece, avec la circonférence de laquelle il faut que l’intérieur du taillant de la gouge fasse tangente, du moins à peu de chose près. On promene ainsi la gouge tout le long de la piece jusqu’à ce qu’elle soit parfaitement ébauchée de grosseur, ce qu’on connoît en y présentant de temps en temps le compas courbe, fig. 31, autrement dit compas d’épaisseur, ouvert à la grosseur que la piece doit porter.
Quand on a ainsi ébauché à la gouge, on prend le fermoir dont le taillant est incliné, fig. 17, qu’on tient de la même maniere que la gouge, à l’exception qu’il faut relever un peu le côté i, fig. 30, du fermoir, afin qu’il ne morde pas parallélement avec l’axe de la piece, mais incliné à cet axe d’environ 45 degrés; cette inclinaison est nécessaire pour que le bois ne s’écorche pas en tournant, ce qui arriveroit infailliblement si le taillant du fermoir étoit parallele à l’axe de la piece, & par conséquent mordoit dans toute sa largeur.
Le fermoir ainsi disposé, se mene de droite à gauche dans toute la longueur de la piece, jusqu’à ce qu’on ait atteint tous les traits formés par la gouge; ensuite on finit l’ouvrage avec le fermoir droit ou plane, qu’on tient un peu moins incliné que l’autre, & qu’il est bon de creuser un peu sur la largeur, afin qu’il fasse moins d’ondes sur la surface de la piece qu’on tourne.
La maniere de tenir & de conduire la gouge & le fermoir telle que je viens de la décrire, & que je l’ai représentée fig. 30, est la plus ordinaire; ce n’est pas qu’on ne le puisse faire à rebours, au contraire, il y a des occasions où on est obligé de la faire; alors on change l’outil de main, c’est-à-dire, qu’on tient le manche de l’outil de la main gauche, & le fer de la droite, & qu’on le fait aller de gauche à droite.
La gouge & le fermoir suffisent pour tourner les bois tendres à bois de fil, soit que l’ouvrage soit tout uni ou orné de moulures creuses ou rondes; dans le premier cas les gouges seules suffisent, & dans le second les fermoirs, qu’il faut avoir grand soin de faire toujours prendre du milieu, du moins autant qu’il est possible, & d’éviter de faire toucher de l’angle, ce qui raye l’ouvrage.
Quand on tourne des bois durs, comme l’Ebene, le Gayac & autres, on se sert des outils à planche, qu’on tient droits dans la direction de l’axe de la piece qu’on tourne; de forte que ces outils grattent plutôt le bois qu’ils ne le coupent, ce qui oblige à les faire un peu épais, & leurs biseaux courts, en suivant à peu-près l’inclinaison de 45 degrés. On commence toujours les ouvrages dont je parle, avec la gouge pour ébaucher, & on les finit ensuite avec les ciseaux à planches, les becs-d’âne & les grains-d’orge, &c.
L’ouvrage à bois de travers se travaille de même que les bois durs dont je viens de parler, parce que les bois de travers ont beau être tendres, ils ne peuvent se couper à la gouge creuse & au fermoir, vu qu’ils présentent alternativement du bois de fil & du bois de travers, & entre les uns & les autres des fils qui tendent à écarter ou à rapprocher l’outil, ce qui oblige à tenir ce dernier bien ferme sur le support, & à bien prendre garde qu’il ne morde trop, parce qu’alors on ne peut plus en être le maître, sur-tout à des ouvrages d’un diametre un peu considérable.
Quand l’ouvrage, soit à bois de fil ou à bois de travers, est entiérement terminé à l’outil, on le polit avec de la peau de chien, & ensuite avec de la prêle qu’on passe dessus en le faisant mouvoir comme lorsqu’on le tourne; ensuite de quoi on y passe un peu de cire, & on l’essuie avec un morceau de buffle ou de drap, & cela toujours en faisant tourner la piece. Aux bois durs, à la place de la cire, on peut se servir d’huile d’olive, qu’on étend avec du buffle ou du chamois.
Le Tour à pointe dont je viens de faire la description, se fait aussi mouvoir par le moyen d’une roue d’environ 4 à 5 pieds de diametre, qu’un homme fait tourner, ce qui est très-commode, parce que non-seulement le Tourner est moins fatigué, mais encore parce que l’ouvrage ne tournant plus que d’un sens, l’action de l’outil devient continue, ce qui est très-nécessaire pour les ouvrages d’un gros diametre, qui, par ce moyen, sont mieux & plus promptement faits.

Pingback: Roubo lathe in use today | The Christian Tool Cabinet
Thanks for the translation! I’m in the middle of trying to put together a pole lathe so it should be very useful.
The “dogskin” Roubo mentions may well be shark skin – there is a type of shark called a dogfish, although I’m not sure that the French use the same term. Sharkskin was used to smooth wood finishes in the days before sandpaper was commonly available. In the same vein, the horsetail he mentions might be the scouring rush or bottle brush plant (Equisetum hyemale), one of it’s colloquial names in English is “horse tail plant”. It was also commonly used as a smoothing agent rather like sandpaper. I’ve used it as sandpaper and it works well for final smoothing, the cabinet shop at Colonial Williamsburg claims that cabinet makers commonly planted it near their shops so they’d have a ready supply.
Nice. Thanks for the additions.
Thanks so much to all who.made this possible.